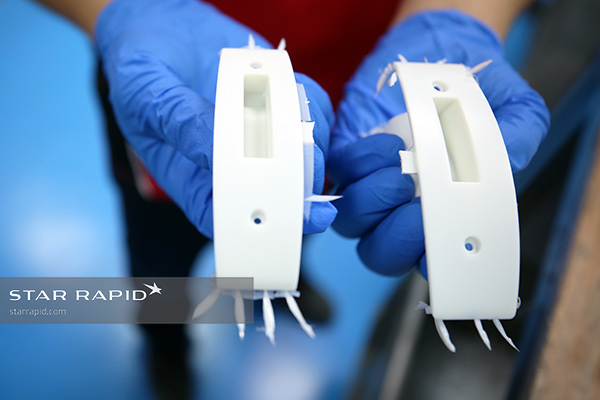
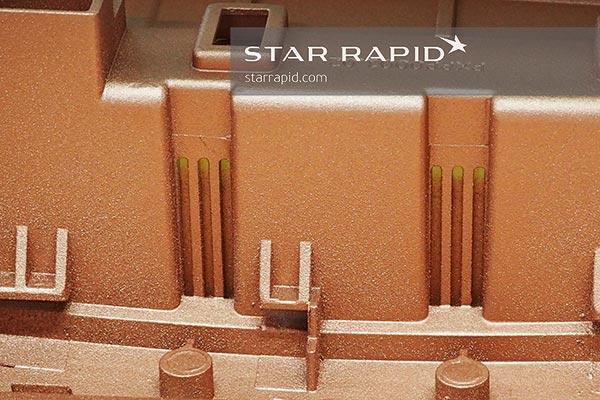
Notice here the metallized copper paint on the inside of the enclosure. This is an electromagnetic compatability (EMC) coating, a mixture of silver and copper. Since plastic by itself is usually transparent to electrical signals, this coating provides shielding for the delicate electronic components that will later be installed inside the case.